
Классификация оцилиндровочных станков
Все станки для производства оцилиндровки можно классифицировать по следующим признакам:
- технология производства;
- кинематическая схема реза;
- тип режущего инструмента;
- степень автоматизации процесса обработки.
Вот по этим критериям и будем рассматривать оцилиндровочное оборудование, представленное на отечественном рынке деревообрабатывающих станков.
Классификация по технологическим схемам
На сегодняшний день используется 3 технологии производства оцилиндрованного бревна:
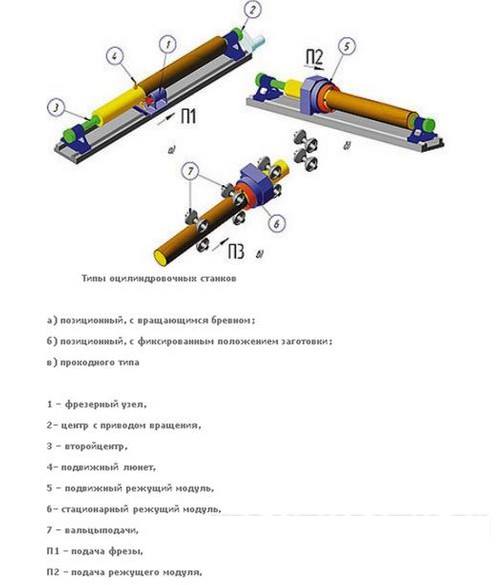
1) Классическая
Бревно зажимается по центру торцов, вращается. Подвижный резец снимает стружку, перемещаясь вдоль заготовки. По такой схеме работают позиционные токарные станки.
2) Позиционная
Бревно так же фиксируется по центру, но обрабатывается неподвижным оцилиндровочным шпинделем, оснащенным специальной роторной головкой. Такая технология разработана для позиционных станков роторного типа.
3) Проходная
Зажимы для бревна не используются – заготовка передвигается через роторную головку вальцовым механизмом. Станки, работающие по такому принципу, относятся к проходному оборудованию роторного типа.
Плюсы и минусы различных технологий
Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
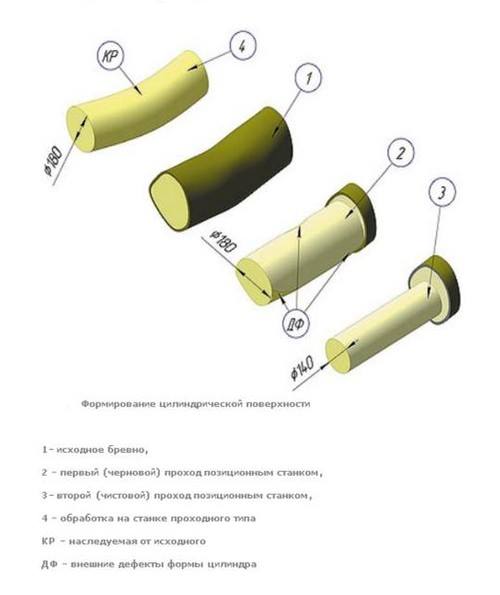
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.
Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.
Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
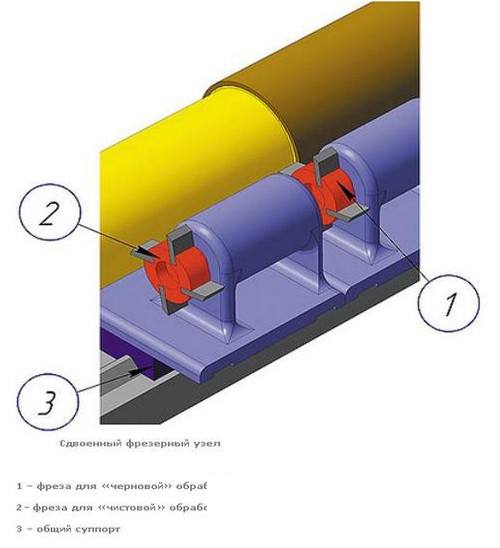
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 28.12.2020Просмотров: 2026
По каким критериям будем рассматривать оборудование, представленное на отечественном рынке деревообрабатывающих станков?
- 28.12.2020Просмотров: 6796
Сделать такой пиломатериал можно и самому. Некоторые процессы производятся вручную, например, шлифовка и обработка. Для других пригодится самодельный станок. Сборка оборудования требует опыта и знаний. Следует понимать принцип работы и важность каждого отдельного узла
- 28.12.2020Просмотров: 1980
Современные бревенчатые дома впечатляют изысканностью форм. Для изготовления срубов задействован целый арсенал оборудования, главное место в котором занимают оцилиндровочные станки. Они определяют качество сборки дома, его внешний вид и стоимость

