
Опорные, проверочные, черновые и чистовые базы. Что это такое?
В этом нетрудно убедиться также из рассмотренных ниже примеров, в которых требования взаиморасположения поверхностей могут быть заданы приведенными обозначениями или текстом в технических условиях.
Так, размеры поверхностей ступеней 1,2,3 и 5 валика (рис. 75, а) должны соответствовать его чертежу и, кроме того, эти ступени должны иметь общую ось, т. е. быть концентричными. Обрабатывая втулку (рис. 75, б), необходимо обеспечить не только размерыее наружной поверхности 7 и отверстия 8, но и совпадение осей этих поверхностей, т. е. их концентричность.
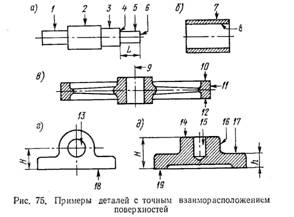
При обработке зубчатого колеса (рис. 75, в), кроме такой же концентричности (поверхности 11 и отверстия 9), обычно требуетсявыдержать перпендикулярность торцовых поверхностей 10 и 12 к оси 9 отверстия. У подшипника (рис. 75, г) необходимо не толькокачественно обработать отверстие 13, но и обеспечить правильноеположение его оси по отношению к плоскости 18 основания (ось отверстия должна быть параллельна плоскости основания и находиться от нее на заданном расстоянии Я).
При обработке плоскости19 основания рейсмуса (рис. 75, д) необходимо обеспечить не только требуемую шероховатость поверхности, но и параллельность ее к необрабатываемой поверхности 17, а также выдержать размер h.При дальнейшей обработке этой детали должны быть обеспечены, в частности, параллельность торца 14 и плоскости 19 основания, заданный размер Н между ними, а также перпендикулярность оси отверстия 15 к плоскости 19. Требуемые форма, точность размеров и шероховатость отдельных поверхностей детали достигаются в основном правильным выбором и осуществлением способа обработки этих поверхностей. Необходимое взаимное расположение поверхностей, а также их положение по отношению к ранее обработанным или необрабатываемым поверхностям детали обеспечиваются главным образом способом установки и закрепления ее на станке.
Установочная база. Правильное положение поверхностей детали, обрабатываемых при данной установке ее по отношению к поверхностям, обрабатываемым при других установках (или совсем не обрабатываемым), достигается путем придания детали определенного положения относительно станка в процессе ее установки. Такоеположение детали определяется базированием в процессе установки, которое, в свою очередь, зависит от выбранных базирующих поверхностей или, как говорят, от установочной базы.
Установочной базой называется совокупность базирующих поверхностей обрабатываемой детали, используемых в процессе установки для придания ей заданного положения относительно станка.
Предположим, например, что во втулке (рис. 75, б) должно быть обработано отверстие, концентричное по отношению к ранее обработанной наружной поверхности. При установке втулки на станке для обработки отверстия эта поверхность будет служить установочной базой. При обработке отверстия в подшипнике (рис. 75, г), ось которого должна быть определенным образом расположена относительно плоскости основания, именно эта плоскость и явится установочной базой. Отверстие 15 в основании рейсмуса (рис. 75, д) должно быть концентрично с ее наружной поверхностью16 (конечно грубо, так как поверхность16 не обработана), а ось отверстия должна быть перпендикулярна к плоскости 19. Поэтому при обработке отверстия 15поверхность 16 и плоскость 19 служат установочной базой.
Измерительная база. Измерительной базойназывается поверхность или совокупность поверхностей, от которых при обработке детали производится непосредственный отсчет размеров. Например, если при обработке ступенчатого вала (рис. 75, а) правый торец его 6 подрезан, а длина правой концевой шейки задана размером L, то при подрезании заплечика4 торец 6 служит измерительной базой. При обработке отверстия в подшипнике (рис. 75, г) измерительнойбазой является поверхность 18.
Некоторые дополнительные определения.При каждой установкедетали на станке различают следующие группы поверхностей.
1. Установочные поверхности зажимного приспособления, скоторыми соприкасаются базирующие поверхности детали. Например, если базирующими поверхностями втулки (рис. 76, а) являются ее наружная поверхность1 и торец 2, то при установке детали по рис. 76, аустановочными поверхностями патрона служат поверхности 3 и 4 кулачков, а при установке по рис. 76, б — поверхности 8 кулачков и торец 7 патрона.
При закреплении вала в центрах (рис. /о, в) установочными поверхностями последних являются поверхности 5 и 6.
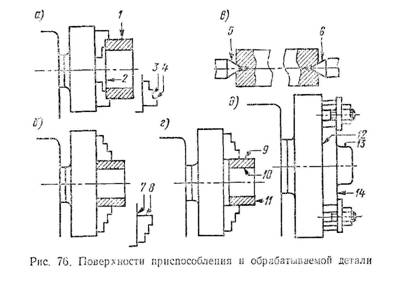
2. Опорные поверхности детали, которыми она прилегает к установочным поверхностям приспособлений. Опорными поверхностями >иногда являются базирующие (рис. 76, а). В других случаях опорная поверхность не является базирующей. Если базировка втулки (рис. 76, г)производится по отверстию 10 (выверкой), а закрепление ее осуществлено, как показано на рис. 78, г, то базирующей служит >поверхность10, а опорной — поверхность 9.
3. Поверхности прижима, на которые давят кулачки, прижимные планки или какие-либо другие детали зажимных приспособлений.
Опорные поверхности и поверхности прижима в некоторых случаях, например при установке втулки по рис. 76, г, совпадают. При обработке отверстия в основании рейсмуса деталь закреплена (рис. 76, д) на планшайбе прихватами. В этом случае опорная поверхность12, являющаяся одновременно базирующей, и поверхностьприжима 14 различны.
Если базирование втулки производится по наружной поверхности, а закрепление — по рис. 76, а, то поверхность 1 является одно>временно базирующей, опорной и поверхностью прижима.
>4. Обрабатываемые поверхности, которые подлежат обработке при данной установке детали.
Одни и те же поверхности детали при перемене установки могут менять свое назначение. Поверхности, обрабатываемые в первой установке, могут стать опорными во второй и т. д.
Опорные и проверочные базы. В зависимости от способа использования установочной базы она может быть опорной или проверочной. Установочная база называется опорной, если все базирующие поверхности ее являются опорными. Например, использование опорной установочной базы показано на рис. 76, а.
Установочная база называется проверочной, если положение базирующих поверхностей, составляющих эту базу относительно станка, проверяется в процессе установки детали при помощи >рейсмуса, индикатора и т. д. Если, например, втулка с обработанным отверстием устанавливается по рис. 76, г в четырехкулачковомпатроне, причем проверка ее положения производится по поверхностям9 и 11, то именно эти поверхности в данном случае образуют проверочную базу.
Установка основания рейсмуса осуществляется (рис. 76, д) по установочной базе, образованной поверхностями 12 и 13. Первая из этих поверхностей используется как опорная, вторая — как проверочная.
Черновые и чистовые базы. По месту, занимаемому в процессе обработки детали, базы разделяются на черновые и чистовые. Черновая база является необработанной поверхностью и поэтому используется только для первой установки детали на станке. Обработанныебазовые поверхности носят название чистовых баз.
Общие соображения, которыми следует руководствоваться при выборе баз. Черновые базирующие поверхности должны быть возможно больших размеров, так как в этом случае местные отклонения формы меньше влияют на положение детали. Следует избегать использования в качестве черновых баз поверхностей отливок, на которых были расположены прибыли, литники и другие выпуклости, например места, соответствующие разъему опок. Черновые опорные базы должны быть такими, чтобы положение закрепленной детали было устойчивым.
Если какие-либо поверхности готовой детали остаются необработанными, то именно эти поверхности следует использовать в качестве черновых баз.
При использовании опорных установочных баз отпадает сложная, ответственная и часто очень длительная работа — проверка положения детали на станке. Поэтому таким базам отдается предпочтение по сравнению с проверочными. Это, однако, возможно не всегда.Так, например, при обработке отверстия в литой втулке, установленной в самоцентрирующем патроне (рис. 76, а) по опорным базам1и 2, могут остаться черновины. Это случится, если вследствие нека>чественности отливки ось необработанного отверстия значительно смещена относительно наружной поверхности, что возможно в условиях единичного производства.
В подобном случае часто удается изготовить годную деталь, найдя путем проверки такое положение заготовки на станке, при котором ни на внутренней, ни на наружной поверхности детали черновик не получится.
Переход в процессе обработки детали от одной базы к другой всегда вводит дополнительную ошибку во взаимное расположение поверхностей, обрабатываемых от разных баз. Поэтому переходить от одной базы к другой следует лишь при наличии достаточно основательных причин, тщательно продумывая выбираемые базы с учетом изложенных выше рекомендаций.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 05.02.2021Просмотров: 6623
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию
- 05.02.2021Просмотров: 13333
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки
- 27.08.2020Просмотров: 2636
Главные преимущества школьных станков – простая конструкция, широкие возможности для выполнения различных токарных работ, практичность и неприхотливость в обслуживании. При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать.

