
Автоматический сверлильно-присадочный станок с ЧПУ Beaver SWIFT
































(голосов 333 / просмотров 500)
8 495 646 13 16
sales@dvt-spb.ru
Расчет доставки
Производитель: EXCITECH
Beaver Swift - сверлильноприсадочной станок с ЧПУ нового поколения, предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов и обеспечивает сверление всех карт присадки за один проход детали.
Область применения
Beaver Swift применяются на производствах, где необходима повышенная гибкость. Эти станки не требуют перенастройки на каждую деталь, достаточно выбрать программу и установить заготовку. В памяти создается библиотека различных карт присадок, и станок может работать в поточном режиме без перенастроек. Получаемые изделия

ОБЛАСТЬ ПРИМЕНЕНИЯ:
Beaver Swift применяются на производствах, где необходима повышенная гибкость. Эти станки не требуют перенастройки на каждую деталь, достаточно выбрать программу и установить заготовку. В памяти создается библиотека различных карт присадок, и станок может работать в поточном режиме без перенастроек.
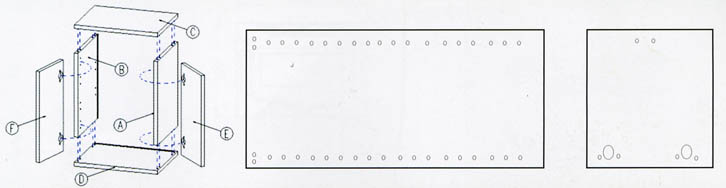
Получаемые изделия
СХЕМА ОБРАБОТКИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
, что обеспечивает высокую степень жесткости конструкции стан...") | Массивная станина станка Станина станка сборная, выполнена из толстостенных стальных труб прямоугольного сечения толщиной 6 - 8 мм (усиленных до 40 мм в местах сопряжений), что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе. За счет большой массы станка обеспечивается отличная виброустойчивость, а это, положительно сказывается на ресурсе узлов и долговечности инструмента. |
 | Загрузка и выгрузка деталей Деталь загружается вертикально под небольшим углом и перемещается вдоль специального стола с «воздушной подушкой». На входе и выходе станка предусмотрены рольганги для работы с длинными деталями. Станок поддерживает два режима выгрузки заготовки из рабочей зоны: проходной режим и режим загрузки-выгрузки с одной стороны - что удобно при работе одному оператору. |
 | Базирование детали На входе станка деталь базируется по стальному пневматическому упору, управляемой стойкой ЧПУ. Упор позволяет точно задать начало отсчета координат для данной заготовки, а оптический датчик проконтролирует наличие заготовки и защитит от ложного запуска станка. |
 | Пневматические захваты Предназначены для четкой и надежной фиксации заготовки во время ее технологического перемещения во время цикла присадки. Захват происходит двумя независимыми пневмоцилиндрами. |
 | Система прижима В рабочей зоне деталь надежно фиксируется с помощью системы независимого прижима, что обеспечивает высочайшую точность при сверлении, а наличие пневматического фиксатора, выдвигаемого из зоны сверлильной головы, полностью исключает возможность смещения заготовки в процессе перебазирования пневматических захватов. |
 За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z Достигается...") | Высокоточные линейные направляющие повышенной жесткости «THK» (Япония) За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. Станки beaver - единственные станки для деревообработки, на которые устанавливаются направляющие premium класса «THK». |
 в комплекте с картриджной смазкой QZ и станцией подачи смазки Контактный скребок LaCS обеспечивает усиленную защиту направляющих и подшипников по всем осям перемещения, а самосмазывающ...") | Система защиты направляющих «THK-LaCS» (Япония) в комплекте с картриджной смазкой QZ и станцией подачи смазки Контактный скребок LaCS обеспечивает усиленную защиту направляющих и подшипников по всем осям перемещения, а самосмазывающиеся подшипник QZ в комплекте со станцией подачи смазки способны проработать без обслуживания вес Beaver SWIFTь срок службы оборудования. Данная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Превосходная защита от пыли, особенно в производстве мебели и деревообработке. |
 В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине Косозубое зацепление не имеет зоны однопарного зацепления...") | Косозубые передачи шестерня-рейка по осям X, Y «WMH-Herion» (Германия) В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели. |
 по осям X, Y Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы «SHIMPO-NIDEC» позволили значительно улучшить показатели оборудования, а и...") | Планетарные редукторы «Shimpo-Nidec» (Япония) по осям X, Y Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы «SHIMPO-NIDEC» позволили значительно улучшить показатели оборудования, а именно: 1. Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода; 2. Получить гораздо более высокий КПД; 3. Облегчить конструкцию, т.к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики; 4. Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. |
 в соответствии с заданной программой при высокой скорости перемещения до80 м/мин...") | Серводвигатели Yaskawa Установленные на каждом узле для перемещения по осям X, Y и Z, обеспечивают высокоточное позиционирование шпинделя (до 0,001 мм) в соответствии с заданной программой при высокой скорости перемещения до80 м/мин. Данные серводвигатели хорошо зарекомендовали себя высокой степенью надежности и стабильности даже при работе в тяжелых производственных условиях. Данный тип серводвигателей используется на высокоскоростных станках тяжелой серии, в том числе и на пятиосевом оборудовании. |
 За счет исключения люфта обеспечивается высокоточное перемещение шпиндельной площадки по оси Z, а применение шарико-винтовой пары увеличенного сечения гарантирует сохранени...") | Высокопрецизионная шарико-винтовая передача «PMI» (Тайвань) За счет исключения люфта обеспечивается высокоточное перемещение шпиндельной площадки по оси Z, а применение шарико-винтовой пары увеличенного сечения гарантирует сохранение точности при выполнении высокоскоростной обработки сложных изделий. |
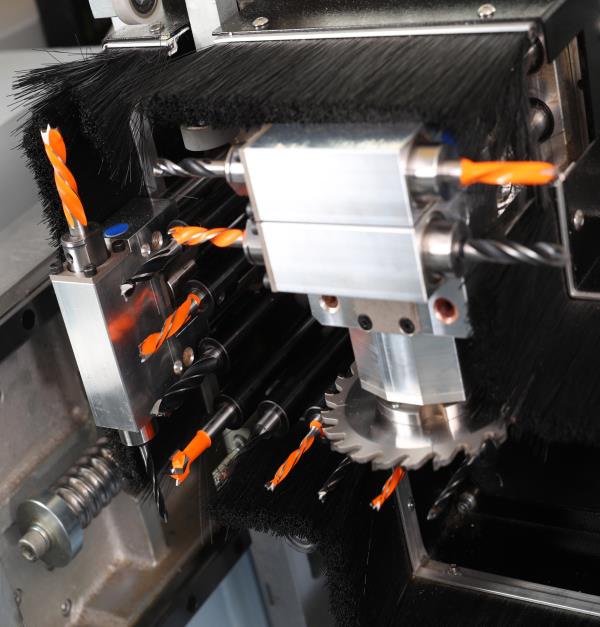
 Высокая частота вращения (18 000 об/мин) и ...") | Промышленный электрошпиндель 5,5 кВт - 18 000 об/мин В основу конструкции шпинделя положены лучшие конструктивные решения ведущего мирового производителя шпинделей - компании HSD (Италия). Высокая частота вращения (18 000 об/мин) и достаточная мощность (5,5 кВт) дает возможность осуществлять качественную обработку деталей с высокой скоростью.Охлаждение двигателя воздушное от вентилятора, установленного на валу шпинделя. |
 | Шкаф управления Шкаф управления - самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Шкаф управления станкомBeaver Swiftоснащен комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique) и скомпонован в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. |
 «OMRON» (Япония) Компактные промышленные контроллеры «Omron» для управления оборудованием обладают всеми функциями, которые необходимы для управления станками и другим оборудованием, вклю...") | Программируемые логические контроллеры (ПЛК) «OMRON» (Япония) Компактные промышленные контроллеры «Omron» для управления оборудованием обладают всеми функциями, которые необходимы для управления станками и другим оборудованием, включая прекрасно реализованную функцию позиционирования. С успехом используются на всех станках Beaver и отлично зарекомендовали себя как высоконадежное и стабильное электрооборудование. |
 Все ответственные электрокомпоненты органов управления станка изготовлены известным мировым лидером в данной отрасли компанией Schneider Electric") | Электрокомпонентны стойки «SCHNEIDER» (Германия) Все ответственные электрокомпоненты органов управления станка изготовлены известным мировым лидером в данной отрасли компанией Schneider Electric. |
, что увеличивает ресурс работы станка и повышает уровень безопасности на...") | Защитные кабелеукладчики по осям X, Y Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. |
 | Система подготовки сжатого воздуха Позволяет обеспечить необходимое качество сжатого воздуха на входе в станок, т.е. отделить влагу, которая оказывает негативное воздействие на пневматические системы станка и в целом на долговечность всего оборудования. |
 Одна из самых доступных и надежных систем управления Успешно устанавливается и эксплуатируется, в том числе и на пятиосевом оборудовании ведущих мировых производителей, таких как:Bacci, CMS, PADE,...") | Система управления «OSAI» (Италия) Одна из самых доступных и надежных систем управления. Успешно устанавливается и эксплуатируется, в том числе и на пятиосевом оборудовании ведущих мировых производителей, таких как:Bacci, CMS, PADE, GREDA.Широкие возможности обработки, возможность редактировать и создавать программы непосредственно у станка, простой и понятный графический интерфейс системы обеспечивают высокую производительность и качество получаемой продукции, малое время настройки и легкость в управлении. |
 | Пульт управления Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. |
 | Программное обеспечение ExciCamDrill Простой и интуитивно понятный программный продукт, позволяющий при помощи набора команд и макросов задать обработку любой карты присадки. Программа обладает доступным графическим интерфейсом, наглядно демонстрирующим технологические карты присадок и позволяет осуществлять импорт файлов из популярных программных комплексов по проектированию мебели. Такие как Базис-Мебельщик, К3 Мебель, bCAD. |
 | Сканер для работы со штрих-кодами Для удобства работы, а также для сокращения времени перехода на различные карты присадки станок оснащен сканером для считывания штрих-кодов. Данная система позволяет экономить до 20% рабочего времени, а также снизить влияние человеческого фактора, тем самым уменьшить количество брака. |
 Эргономичный инструментальный ящик включающий набор инструмента, смазочный комплект, набор ключей и т д") | Ящик для инструмента (ЗИП) Эргономичный инструментальный ящик включающий набор инструмента, смазочный комплект, набор ключей и т.д. |
 Данная система диагностики неисправностей позволяет оперативно решать вопросы без необходимости выезда сервис-инженеров посредством удаленного доступа к стойке управления станком") | Система удаленной диагностики (Teleservis) Данная система диагностики неисправностей позволяет оперативно решать вопросы без необходимости выезда сервис-инженеров посредством удаленного доступа к стойке управления станком. |
 |
Технические характеристики
| Характеристика | Значение |
|---|---|
| Позиционирование заготовки перед обработкой | вертикально |
| Одновременная обработка двух заготовок за один установ | - |
| Количество сторон обработки заготовки за один установ, шт. | 5 |
| Длина обрабатываемой заготовки (мин. - макс.), мм | 200 - 3000 |
| Ширина обрабатываемой заготовки (мин. - макс.), мм | 50 - 900 |
| Толщина обрабатываемой заготовки (мин. - макс.), мм | 10 - 60 |
| Количество пневматических захватов, шт. | 1 |
| Максимальная скорость перемещения по осям X / Y / Z, м/мин | 90 / 60 / 30 |
| Количество присадочных голов, шт. | 1 |
| Мощность присадочных голов (верх. / нижн.), кВт | 1,7 / - |
| Количество шпинделей для сверления в пласть заготовки (сверху), шт. | 9 |
| Количество шпинделей для сверления в пласть заготовки (снизу), шт. | - |
| Количество шпинделей для сверления в торцы заготовки, шт. | 6 (2+2; 1+1) |
| Максимальная длина сверления, мм | 70 |
| Максимальный диаметр сверла, мм | 35 |
| Пазовальная пила | есть |
| Верхний фрезерный шпиндель | - |
| Мощность верхнего фрезерного шпинделя, кВт | - |
| Тип цанги верхнего фрезерного шпинделя | - |
| Частота вращения верхнего фрезерного шпинделя, об/мин | - |
| Автоматическая смена инструмента | нет |
| Магазин инструмента | - |
| Тип инструментального патрона (для автосмены) | - |
| Количество ячеек в магазине инструмента, шт. | - |
| Нижний фрезерный шпиндель | - |
| Мощность нижнего фрезерного шпинделя, кВт | - |
| Тип цанги нижнего фрезерного шпинделя | - |
| Частота вращения нижнего фрезерного шпинделя, об/мин | - |
| Частота вращения шпинделей присадочных голов, об/мин | 4500 |
| Система ЧПУ | OSAI |
| Интерфейс на русском языке | + |
| Базовое программное обеспечение на русском языке | + |
| Офисная версия базового программного обеспечения | опция |
| Адаптация для работы с ПО "Базис-Мебельщик" | + |
| Ручной сканер для работы со штрихкодами | + |
| Ручной пульт управления с маховиком | + |
| Автоматический конвейер выгрузки деталей | - |
| Кондиционер электрошкафа с фреоном | - |
| Система контрольного измерения заготовок перед обработкой | + |
| Автоматическая централизованная смазка направляющих и подшипников | + |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Давление в пневмосистеме, МПа | 0,7 |
| Общая установленная мощность, кВт | 10 |
| Количество и диаметры аспирационных выходов (верхн. / нижн.), шт. * мм | 1 * 200 / - |
| Длина, мм | 4210 |
| Ширина, мм | 2110 |
| Высота, мм | 2250 |
| Вес, кг | 2150 |
Способы получения товара в г.
Автоматический сверлильно-присадочный станок с ЧПУ Beaver SWIFT с доставкой в г. подробные условия и стоимость
Вас также могут заинтересовать
- Код товара: 107233

Автоматический сверлильно-присадочный станок с ЧПУ SWIFT PRO-900E БУ
На складе: 2 шт. - Код товара: 107153

- Код товара: 107159
Автоматический сверлильно-присадочный станок с ЧПУ Beaver SWIFT
На складе: 2 шт.


Мы используем файлы cookie для функционирования сайта. Продолжая навигацию по сайту, вы косвенно предоставляете свое согласие на использование cookie. Подробнее...
ОК
Отзывы к "Автоматический сверлильно-присадочный станок с ЧПУ Beaver SWIFT":
Пока нет комментариев